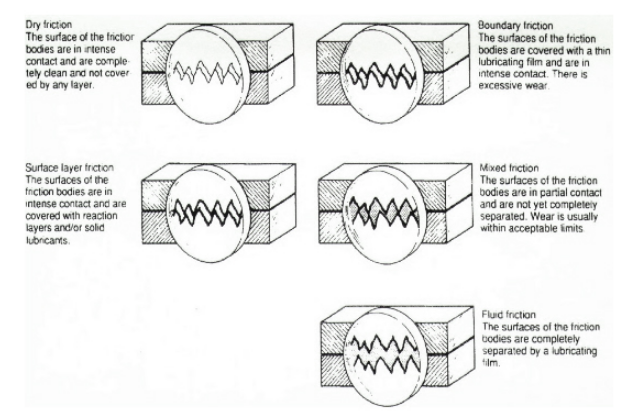
모든 마찰표면은 세심한 후 처리 공정 후에도 어느 정도의 거칠기를 갖고 있다. 이 때문에 두 마찰표면이 접촉할 때 각각의 거친 돌출부 (Roughness peaks)에서 직접 접촉이 일어나게 되며 하중 또한 돌출부에 집중되어 순간적으로 온도가 700°C ~ 900 까지 올라간다. 따라서 이 부분에서 마찰이 발생되고 Welding 이나 Pitting이 일어난다.
[그림 3-1] 여러 가지 마찰조건
이러한 현상은 경계마찰 조건에서만 일어나는 것으로 유체마찰과 비교하여 마찰면의 돌출부가 윤활막에 의해서 완전히 분리되지 않기 때문이다. 따라서 상기의 조건에서 고체 윤활제의 역할은 마찰면에서 서로 미끄러지게 하는 성질을 향상시키는 데 있다.
고체윤활제의 작용
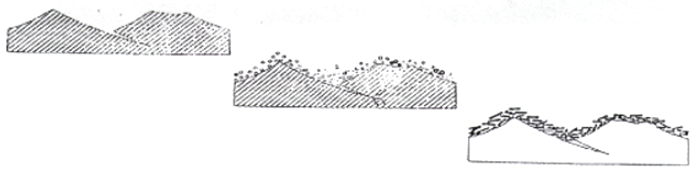
앞서 말한 기본원리에서 보았듯이 경계마찰 조건에서는 돌출부에서 직접접촉이 일어나고 그 사이에는 빈 공간만이 존재한다. 고체 윤활제는 이러한 부분에 채워져서 마찰면의 거칠기를 줄이고 전체표면으로의 하중분산을 유도한다.
[그림 3-2] Stribeck Curve (마찰계수 속도 관계 곡선)
– [그림3-3]은 이러한 고체윤활제의 작용을 나타낸 것이다. –
[그림 3-3] 고체윤활제의 작용
고체윤활제의 종류
1. 격자구조 (또는 층상구조 : Lattice Structure)
이러한 형태의 고체윤활제는 동일한 이자구조가 연속적으로 결합한 상태이며 가장 많이사용됩니다. 고 하중에 견디는 능력이 상당히 우수하며 전단력을 받으면 잘 미끄러지는 성질이 있습니다. 대표적 고체윤활제는 혹연(Graphite)과 이황화 몰리브텐(MoS2)등이 있습니다.
※ 흑연의 장·단점
장점
단점
+ 극압성이 좋다.
+ 초진공, 저온에서는 사용 불가하다.
+ 전기, 열 전도성이 좋다.
+ 결합력이 좋지 않으므로 매개체가 필요하다.
※ 이황화몰리브덴의 장·단점
장점
단점
+ 극압성이 좋다.
+ 초진공, 저온에서는 사용 불가하다.
+ 초진공 상태에서도 윤활이 가능하다.
+ 결합력이 좋지 않으므로 매개체가 필요하다.
2. 열플라스틱 이것은 고온에서 견딜 수 있는 플라스틱을 사용하여 건조 상태에서의 윤활을 가능하게 하여 마찰을 감소시키는 장점이 있습니다. (Dry-Run Material) 가장 많이 사용되는 열플라스틱 재료로는 PTFE(Polytetrafluoroethylene)가 있습니다. PTFE는 마찰계수가 0.04 ~ 0.09 상당히 낮고 사용온도도 -250°C ~ 260°C로 상당히 광범위하다. 기타, 주로 사용되는 열 플라스틱 재료로는 Polyamide, Polyethylene등이 있으나 이러한 재료들은 베어링용 재료로 사용될 뿐 오일, 그리스, 페이스트의 첨가제로는 사용되지 않습니다.
※ 열 플라스틱의 장·단점
장점
단점
윤활제 없이 사용 가능
낮은 열전도성
높은 부식 방지성
정전기 발생
안정성
높은 팽창계수
경제적[오일 or 그리스보다]
낮은 열 안정성 낮은 극압성
고체윤활제의 적용
1. 분말형태 혹연이나 이황화몰리브덴(MoS2)은 대부분 분말 형태로 이용되며 가죽으로 문지르거나 (Rubbing-in)건성분말과 함께 기계적 표면코팅 (Tumbling)에 국부적으로 사용됩니다.
2. Bonded Coating
셀롤로오즈 같은 결합체와 벤젠이나 물 같은 용매 속에 잘 분산된 고체윤활제로 일종의 Suspension 입니다. 마찰면 에서 분말 형태보다 많은 윤활제를 가짐으로 해서 윤활막의 수명을 연장시켜 주며 먼지가 많은 환경에서도 사용이 가능합니다. 결합제에 따라 부식방지의 장점이 있는 유기 Bonded Coating과 극압성, 방사능 안정성이 있는 무기 Bonded Coating으로 나눌수 있습니다.
3. 페이스트 (Pastes)
그리스 또는 윤활유와 고체윤활제의 결합물을 말합니다. 이 경우는 다른 적용방법보다 고체윤활제의 함량이 많으며 최고 1200°C의 온도에서의 윤활이 가능합니다.
위와 같은 3가지 종류 이외에 Suspensions, Aerosols 등이 있습니다.
(주)루브텍시스템 | 주소 : 충청남도 천안시 풍세면 풍세산단로 138 | 전화 : 041-574-5101 | 팩스 : 041-574-5144 China Add : No.175, Keji Road, Torch Hi-Tech IDZ, Weihai, Shandong, China. 威海鲁伯电子科技有限公司 Tel : +86-185-6313-8868, +86-631-5620761 Copyright (C) Lubtech system Co.,Ltd. 2020. Created by Neversunset Technology.